Nouvelles
Téléchargements
Liens
FAQ
Nouvelles
Téléchargements
Liens
FAQ FABRICATION du FUSELAGE CENTRAL
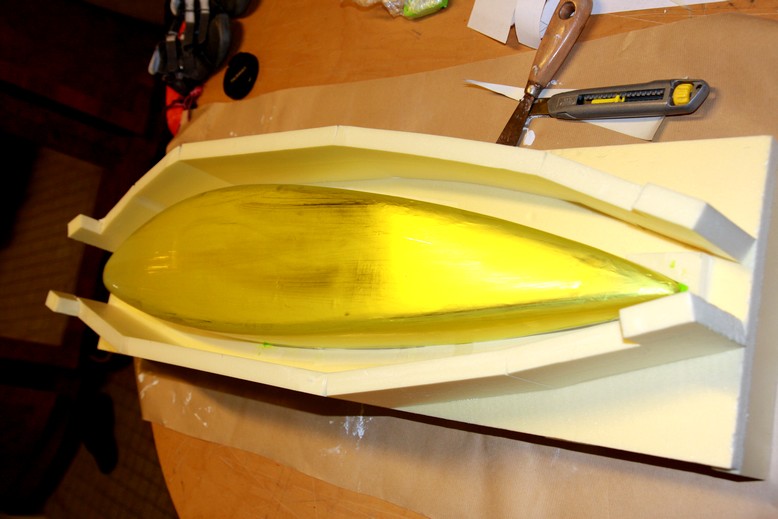
Fabrication du Master en mousse expansée (type Styro).
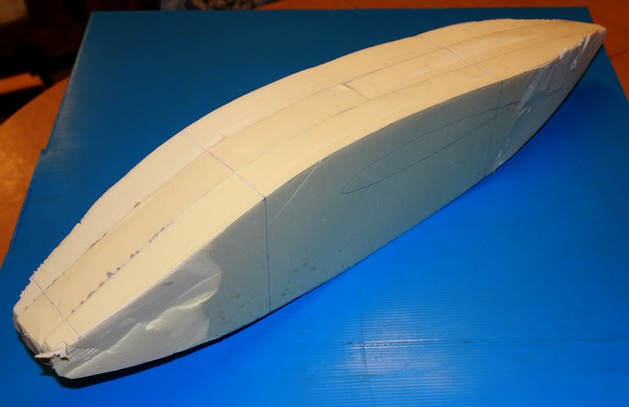
Après avoir taillé la forme de façon approchée au cuter, ponçage des angles (le fuselage doit rester de section rectangulaire pour assurer sa fonction de cargo rustique).

Les défauts de surfaces sont simplement enduits à l'enduit de finition de mur en plâtre, et le tout est poncé soigneusement.



Pour rendre la surface compatible avec la fabrication d'un moule en béton, j'ai "entoilé" le master en oracover, et la surface a été cirée avec une cire de démoulage classique.


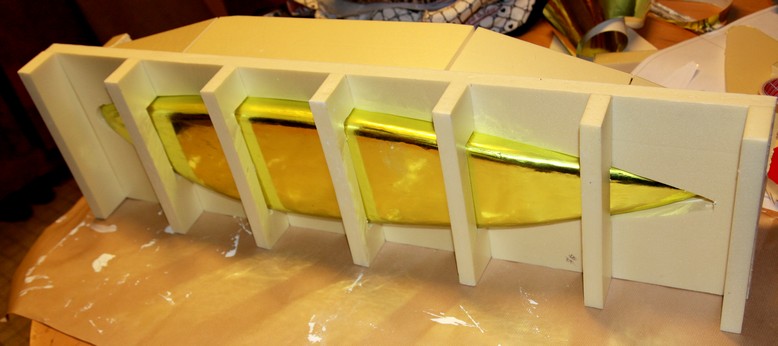
Les bords du moule sont simplement fabriqués avec du styro collé au double face, en surveillant l'étanchéité. Des renforts sont repris en dessous pour supporter la masse du béton lors de la coulée.

Le moule est fabriqué en béton (Ultra Haute Performance) : L' EFFIX DESIGN (remplacé très récemment par le Effix iDesign. Je ne connais pas les caractéristiques du nouveau béton, mais l'Effix Design est la matière la plus incroyable que j'ai utilisé et, si on garde en tête le poids du moule à réaliser, s'adapte parfaitement à du moulage par demi-coquilles.
Un de mes 2 moules est plus haut de 1cm, ce qui me permettra de mouler la bande de recouvrement des 2 coquilles.

Une fois sec, la seule façon d'extraire le fragile master de ce bloc de béton indestructible est l'air comprimé, d'où le trou moulé lors du coulage du béton...

Un petit transfert de cire de démoulage s'est fait sur le moule, sans aucune conséquence sur la qualité de surface qui donne l'impression d'être en marbre tellement le béton est lisse. Quelques bulles (micros) apparaissent. Ceci est probablement du à ma façon un peu sauvage de mélanger le béton avec l'eau, une coulée trop rapide, et un manque de "virbrage" de l'ensemble pour faire remonter les bulles d'air.

Fabrication de la deuxième partie du moule, avec des renforts de scotch pour éviter que le moule ne s'ouvre sous la pression du béton lors de la coulée (une petite galère rencontrée avec la première partie).


Les deux moules sont prêts. J'ai consommé plus de 20kg de béton pour les deux moules, pas de soucis, ils sont stables !
Les moules sont cirés 8 fois (séchage 24h entre chaque couche) avant leur première utilisation.

Dans la première demi coquille j'ai collé un ruban de double face pour créer la languette de recouvrement. J'évalue l'épaisseur du double face un peu supérieur à l'épaisseur du composite final, ça devrait marcher.


Le moule est ensuite préparé avec un démoulant passé sur la cire pour plus de sécurité.

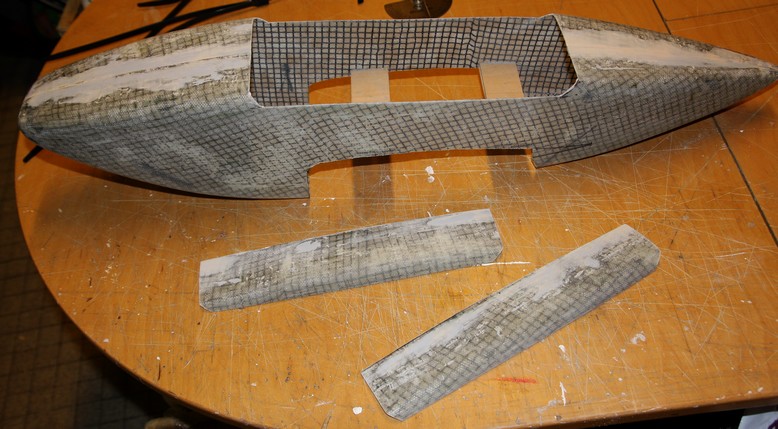
Préparation de l'environnement de travail pour la stratification. Les tissus sont découpés et préparés à l'avance, le premier est positionné au fond du moule.

Voilà les tissus utilisés, je ne connais pas vraiment leur type mais je dirais :
L'ensemble des morceaux pèse environ 150gr, j'ai mis la même quantité de résine, ce qui doit faire une fuselage d'environ 600gr brut. Je n'y connais pas grand chose mais cela me semble pas mal pour avoir assez de rigidité.

Voilà l'état de la première demi coquille à la fin de la stratification, maintenant patience, il faut laisser la résine polymériser quelques jours...



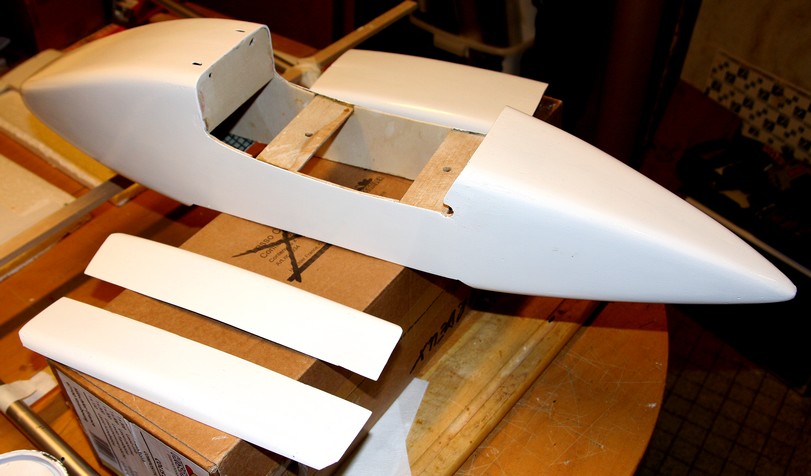
Démoulage du premier demi fuselage :





Le raccord est assez propre, bien sur, un bon masticage sera nécessaire pour le faire disparaitre sous la peinture.
Poids de l'ensemble, brut de démoulage (la couleur verte est due au démoulant qu'il me faut encore nettoyer) : 550gr. Après coup, ça me parait un peu trop lourd, le tissus verre carbone apporte une telle rigidité qu'il doit être possible de réduire un peu le grammage du tissus intermédiaire pour gagner du poids sans avoir un fuselage trop mou.